Your web browser is out of date. Update your browser for more security, speed and the best experience on this site.
Case Studies
We at BOGE supply compressed air to diverse branches of industry with the highest quality demands. From large industrial plants to small workshops; from working air to breathable air at the highest standards of quality, as required for the medical sector – efficiency, safety and precision take centre stage in each and every one of our products. Find out here about the creative solutions we’ve developed to meet our customers’ challenges – and how they benefit from working with our companies and using our innovative products.
Food and beverage industry
Baked Goods Industry

Efficient and high-quality compressed air...
Major bakeries and suppliers to the baked goods industry rely on it. It is all about safe food and economical production.
Oberselters Mineralbrunnen

Growth in efficiency can be controlled
Harmonising two parallel compressed air networks allows savings to be achieved: this is what happens at OberSelters, a long-standing company based in the Taunus hills of Germany.
Fanagoria Wine Cellar, Russia

Good air - great wine
The Russian Fanagoria Wine Cellar produces quality wines and brandies. The uncompromising standards of BOGE products ensure that bacteria are kept out of the wine containers.
Rotkäppchen-mumm Sparkling Wine

The finest fizz
Unpacking, cleaning, filling, labelling, packing – the Rotkäppchen-Mumm Sparkling Wine Cellar draws on BOGE’s know-how for all of the above processes.
Black Sheep Brewery

Well brewed, BOGE!
The English Black Sheep Brewery uses a compact BOGE compressed air station to bottle traditionally brewed beer. Innovative BOGE components speed up the process further.
Fonti di Vinadio Spa

Pure water from the heart of the Alps
The mineral water of Fonti di Vinadio Spa is famed for its quality. BOGE products fulfil the most exacting requirements, providing large amounts of oil-free compressed air.
FIVE:AM

100% organic, thanks to BOGE
Australian yoghurt manufacturer five:am uses exclusively organic ingredients in its products – and relies on BOGE’s 100% oil-free air for the sensitive manufacturing process.
Industrial production, metal working
BETTE GMBH & CO. KG

Colored accents
Premium bathroom elements with the highest standards – the manufacturing and processing procedure at Bette requires completely clean, high-quality compressed air.
Design Factory GMBH

Classic compressed air design
Design Factory is an expert producer of sparking stainless steel surfaces. BOGE refurbished their existing system and provided them with extremely clean, oil-free compressed air.
KSI - Industrial Coatings

Coatings, coatings everywhere!
Klaus Stahl Industrielackierungen drew on BOGE’s creativity for the modernisation of their entire system – and got a tailor-made, cost-efficient solution.
Environment, recycling
Xylem Water Solution

A clean solution
Xylem must flush and ventilate its pipes regularly to avoid odours and bacteria build-up. BOGE compressors supply the power that makes this possible, all over the world.
Idam Moncofa

From the sea to the cup
IDAM Moncofa processes its seawater in sunny Spain. Their desalination system uses BOGE compressed air to ensure sufficient water supply for people and agriculture.
PD Energy

A hot number
PD energy relies on dry, particle-free BOGE compressed air to carry out their thermal waste management. The high quality of the air protects sensitive components.
Veolia Environmental Services

Keeping things tidy
Veolia sorts 85,000 tons of recyclable waste every year. A frequency-controlled BOGE piston compressor supplies the required compressed air at the highest levels of precision.
Waste recycling
Alunova Recycling GMBH

Keeping the belt moving
Intelligent BOGE controls ensure the faultless interaction of all components involved in Alunova’s aluminium recycling operations, saving large amounts on energy.
Tönsmeier Group

The crucial milliseconds
BOGE compressed air aids the Tönsmeier group in the sorting of recyclable resources during plastic recycling. The system’s idle time and maintenance requirements are minimal.
Referenzen Glas, Holz, Kunstoff, Papier EN-US

A crystal-cut case
Bürck Rohstoffhandel & Recycling uses BOGE compressors for glass recycling. Long-term efficiency and reliability are guaranteed, even under tough operating conditions.
Other sectors
DELCOTEX

Focusing on energy efficiency
For DELCOTEX, European market leader for technical textiles of different kinds, oil-free compressed air is essential: weaving machines, for example, use compressed air to propel threads from one selvedge to the other at a speed of 300 km/h.
Saalfelder Wäscherei GmbH

To keep the washing clean...
...Saalfeld laundry relies on BOGE. Frequency-controlled compressors, modern control, heat recovery - for optimum load coverage with the best efficiency values.
Taute Refrigeration and Air-conditioning Technology
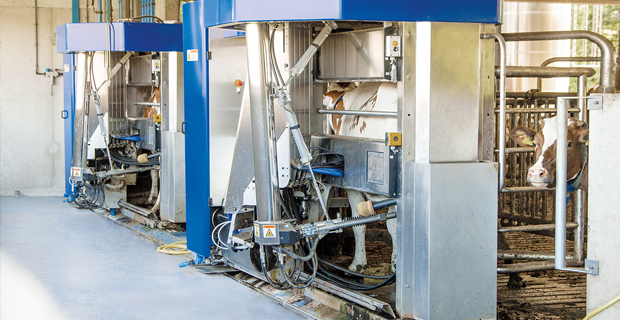
With milking, nothing is more important than hygiene …
Configuration of automatic milking systems with super-silent, absolutely oil-free scroll compressors from BOGE.
Vorbuchner GMBH & CO KG

Light gas, heavy job
…in cooperation with Vorbuchner GmbH & Co KG, BOGE specialists developed a prototype that compresses helium efficiently and safely.